Лазерная сварка тонколистового проката для «НЛМК»
Сварка металлов в зависимости от видов и толщин требует разных параметров и настроек лазерного оборудования. Для того, чтобы клиент получил лазерный комплекс, который решит его задачи, мы проводим серию экспериментов, подбираем оборудование и оптимальные режимы работы. В этой статье мы расскажем о наших экспериментах по решению задачи сварки тонколистового проката толщиной 0,17 мм.
О компании

Новолипецкий металлургический завод (ПАО «НЛМК») — крупнейший производитель стали и различных видов листового металлопроката: плоский, с покрытиями, сортовой, трансформаторный и др. Тонколистовая продукция компании используется в строительной индустрии, производстве бытовой техники и автомобильной промышленности.
В чем проблема

Готовый плоский прокат поставляется в виде рулонов шириной от 500 до 1050 мм и длиной 1 км. На этапе производства периодически происходит обрыв листового полотна перед скручиванием продукции в рулон. Чтобы не списывать полотно в брак, требуется сварка для соединения листов друг с другом.
Обычная сварка приводит к короблению металла, поскольку толщина полотна варьируется от 0,17 до 0,5 мм, а длина сварного шва достигает 1 метра. Лист перестает быть плоским, место сварки становится заметным. Компания «НЛМК» в поисках способов быстрого восстановления разорванного полотна обратила внимание на лазерную сварку и нашу компанию.
Этапы работы Pokkels
В процессе лазерной сварки качество сварного шва во многом зависит от оператора. Для получения ровного соединения необходимо равномерно вести сварочный пистолет вдоль линии сварки. С учетом ширины листового проката до 1 метра, получить ровный шов в ручном режиме крайне затруднительно. Поэтому инженеры Pokkels искали способ, который позволит снизить влияние человека на процесс сварки.
Эксперименты с образцами заказчика
Чтобы подобрать оптимальный вариант для решения проблем заказчика, мы проводим серию экспериментов с его образцами: определяем оптимальный режим работы и параметры устройства.
Лазерная сварка может проводиться в разных режимах: точечном, импульсном, непрерывном. Режим непрерывной сварки позволяет получить аккуратный тонкий сварной шов. Добиться такого эффекта при ручной сварке на большой длине и с тонким металлом крайне сложно, поскольку пистолет может колебаться. Неравномерная скорость ведения пистолета приводит к проблемам: замедление повышает риск прожога и деформации металла, ускорение может привести к непровару деталей.

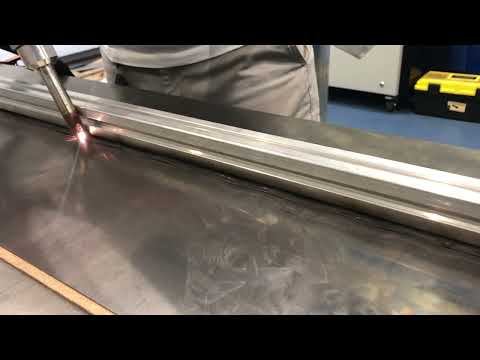
Тестирование различных режимов сварки на образцах заказчика
В ходе эксперимента инженеры компании Pokkels проверяли различные режимы сварки лазерным комплексом, изменяя скорость и параметры лазерного аппарата. В итоге удалось подобрать оптимальный режим, который решал проблемы заказчика.
Запись на демонстрацию
Оставьте свои контакты и мы свяжемся с вами для согласования удобного времени демонстрации
Оставляя заявку, вы даете свое согласие на обработку персональных данных
Основное решение
Наши специалисты подобрали режим работы установки, при котором качество сварки, скорость и нагрев поверхности минимально зависят от человека. В этом режиме лазерный луч, благодаря системе сканаторов, находится в постоянном движении и создает сварной шов спиралевидной формы. Таким образом, человек влияет только на частоту спирали и не может повредить тонколистовой металл.
Что такое сканатор
Сканатор — механизм, отклоняющий лазерный луч по осям X и Y с помощью поворотных зеркал. Обеспечивает перемещение лазерного пучка на фокусирующий объектив под разными углами.
Постоянное движение лазерного пучка компенсирует колебания, возникающие от перемещений оператора при сварке. Замедление или ускорение движения пистолета не приводит к повреждению и перегреву поверхности. Почти исключено коробление металла. За счет извилистого рисунка длина сварного шва становится многократно больше, что повышает прочность соединения.

Итоги
Для решения задачи заказчика было достаточно нашего базового лазерного аппарата P-Weld без необходимости доработки или дооснащения. Потребовалось только подобрать оптимальный режим и алгоритм сварки. Важно отметить, что динамичная работа сканаторов заложена в базовый лазерный комплекс, но обычно применяется для других целей: увеличения ширины шва, обработки больших толщин и др. Наши специалисты нашли нестандартное применение системе сканаторов.

Аппарат для ручной лазерной сварки P-Weld 1500
Заказчик может пользоваться лазерной установкой P-Weld не только для работы с тонколистовым металлом, но и на других участках производства, где требуется сварка. Аппарат имеет библиотеку с 54 предустановленными режимами для сварки металлов разной толщины и размеров, а также позволяет сохранять до 20 пользовательских режимов. С нашей помощью клиент пополнил библиотеку устройства еще одним специальным режимом сварки и решил проблему восстановления разорванных участков полотна.
Основные преимущества автоматизированной системы:
- увеличение производительности
- работа без остановки производства 24/7
- простое управление
- передовые технологии
- повышенная точность обработки.




